A vázmerevség nem hátrányos tulajdonság, így másoknak inkább az egyébként olcsóbb, TIG hegesztett 525-ös csőszettet (vagy más cég azonos kaliberű cro-mo szettjét) szoktam ajánlani. Villához viszont az 531-es az ideális, mivel ott a rugalmasság még véletlenül se hátrány. Ha a használt gépek piacán egy klasszikus 531-es gépre vagy vázra bukkansz (olcsón!), vedd meg, mivel garantált kényelemben lesz részed!

Acélalkímia
- Reynolds 853
A táblázatban szereplő Vickers-féle felületi keménység-vizsgálat értékéből (lásd részletesebben a Lánctesztet a novemberi számban!) is látható, hogy a 853 nagyon kemény anyag. Olyannyira, hogy hagyományos acélkéses esztergával, vagy marószerszámmal csak úgy lehet megmunkálni, ha megfelelő hűtésről gondoskodunk, és az előtolás is a szokásosnál lassabb. Leginkább wolfram-karbid élű szerszámok ajánlottak. Mivel hegesztés után az illesztés körüli zóna nagyon keménnyé válik, a furatokat csak a hegesztés előtt lehet ezekre a helyekre elhelyezni.
A hegesztésnél arra kell figyelni, hogy a bármely illesztési módszert is használjuk, a hőmérséklet nem lehet 850 fok alatti. (Ez a kikötés azért érdekes, mivel általában pont fordított korlátozást szoktak a gyártók megadni.) Különben a levegőre keményedés nem lesz teljes, és nem éri el a megadott értékeket. AWS pálcát vagy RBCuZn forrasztó anyagot használjunk!
A felforrasztott szemek esetében viszont már célszerű kerülni a további hőterhelést, így ezüsttel történő keményforrasztást ajánl a gyártó. A 853-as csövek bármely más csőszettel kombinálhatók, de a hőterhelésnél mindenképpen gondot jelentenek az említett eltérő tulajdonságok. Ideális esetben az első háromszög minden csöve készüljön a 853-as szettből.
A vázszett csöveit nem szabad alakítani, mivel a hőkezelés egyben ridegebbé is teszi az anyagot. Nagyon minimális, néhány milliméteres hidegalakítás elfogadható, de minden más alakváltoztatás (ovalizáció, lapítás, stb) szigorúan tilos. Az apró alakításokat a kész vázon teljesen kihűlt állapotban kell végezni.
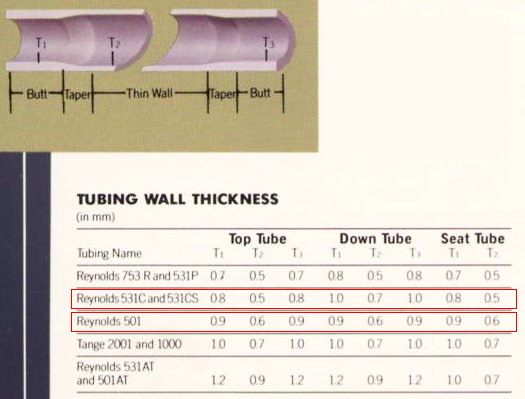
Váltakozó falvastagság…
- Reynolds 631
Ugyancsak bármely illesztési technika alkalmazható, de legpraktikusabb a védőgázos hegesztés. Minden tekintetben a 853-as csőszettre vonatkozó utasítások vonatkoznak a 631-esre is. Kivételt képez ez alól a megmunkálás és az alakítás. Ez a hőkezelés nélküli, levegőre keményedő csőszett hagyományos acélkéses szerszámokkal is jól megmunkálható, és bizonyos mértékű utólagos hidegalakítás is lehetséges. Viszont az illesztés környékén fellépő keményedés miatt ezt mindenképpen a váz összeállítása előtt végezzük! Az utolsó egyengetéseket itt is kizárólag kihűlt állapotban kell elvégezni.
- Reynolds 725
A Vickers-féle felületi keménységi mutatója a 853-as és a 631-es között van, így a megmunkálás során megfelelő hűtésről kell gondoskodnunk. A wolfram-karbid élű szerszámok itt is ajánlottak. Az illesztéseket védőgázos hegesztéssel, vagy keményforrasztással végezhetjük. Mindegyik technika alkalmazása kiváló eredménnyel jár. Mivel hőkezelt csőszettről van szó, a hidegalakítást itt sem ajánlott, de a gyár nagy széria esetén bármely formát/alakot előállít. Az utolsó egyengetéseket ugyancsak kizárólag kihűlt állapotban kell elvégezni.
- Reynolds 525
A legkevésbé igényes csőszett, melyet bármilyen módon lehet illeszteni, hagyományos módszerekkel megmunkálható, és bizonyos határok között hidegen is alakítható. Természetesen itt is ajánlott, hogy a gyártó végezze el a jelentősebb formai változtatásokat.
- Reynolds 753
Mint említettem, a Reynolds komoly feltételekhez köti a 753-as csőszett árusítását. A vázgyártó először egy tesztcsomagot kap, amit össze kell állítania, és vissza kell küldenie a csőgyártóhoz. Ha az illesztékeknél elég erős maradt az anyag, megkezdődhet a szériagyártás. 700 fok felett biztosan károsodik a cső, így a biztonság kedvéért 650 fok a megengedett maximális hőmérséklet. Kis nyílású hegesztőlángot kell használni semleges égéssel. Úgy kell a lángot irányítani, hogy egy terület se hevüljön a megadott hőfok fölé. Ajánlott a muffok használata, mivel ezek a cső körül védőpajzsot képeznek. A forrasztás utáni hűtést is pontosan kell elvégezni, és kerülni kell a huzatot a műhely területén.
A csövek megmunkálását lassan és megfelelő hűtés mellett kell végezni. Semmilyen hidegalakítás nem ajánlott, és az apróbb igazítások is nehezebbek, mivel ez a csőszett a legridegebb. Tökéletes vázsablon használata kötelező!
Kerülendő továbbá a váz krómozása, mivel ez reakcióba léphet a váz ötvöző anyagaként szolgáló mangánnal.
- Reynolds 531
Mint említettem, a mangán ötvözetet csak keményforrasztással lehet illeszteni, azonban ennek automatizálása is lehetséges. A forrasztáshoz használt réz olvadáspontja 850-950 fok kell hogy legyen. Itt is ügyelni kell a forrasztás utáni lassú kihűlésre, amit huzattal nem szabad fokozni. Az 525-öshöz hasonlóan bármely hagyományos megmunkálási eljárás, illetve hidegalakítás megengedett.

Megannyi legendás csőszettmodell…
Reynolds: az élő legenda
1898-ban a Reynolds alkotta meg az első váltakozó falvastagságú acélcsövet. Erre az eljárásra a hőlégballonok és az első repülőgépek esetében volt szükség, mivel így komoly szerkezeti súlymegtakarítást lehetett elérni. 1935-ben készítettek először kerékpárokhoz használatos csöveket. Érdekességképpen, a Tour de France-ok több mint 70%-át Reynolds acél csövekkel nyerték. Ilyenen hajtott Charly Gaul, Jacques Anquetil, Eddy Merckx, Bernard Hinault és Greg LeMond.
A második világháború idején a Reynolds gyár 40 ezer kilométer könnyű acélcsövet állított elő, amiből 20.000 darab Spitfire harci gépet építettek. 1940 novemberében bombatámadás érte a gyárat, de a munkások olyan büszkék voltak termékükre, hogy éjt nappallá téve, egy hónap alatt újjáépítették a gyárat, és megkezdődhetett ismét a termelés.
A kerékpárokhoz használt csövek fejlődése eleinte úgy indult, hogy egyre precíziósabb módszerekkel húzták a csöveket, így azok vékonyabbak és könnyebbek lettek. 1976-ban fejlesztették ki az első hőkezelt csőszettet, a 753-ast. A versenysportban futótűzként terjedt el az új anyag, mivel negyedkilós súlymegtakarítást eredményezett.
A 853-as szett kifejlesztése két évet vett igénybe. Először azzal az akadállyal kellett megküzdeni, hogy húzáskor a befogató szerszámok sorra eltörtek. Erősebb húzóberendezésre volt szükség. A másik komoly nehézség, hogy nem csak levegőre keményszik ez az ötvözet, hanem a hidegmegmunkálás is hasonló eredménnyel jár. Így minden munkafázis után hőkezeléssel vissza kell puhítani a cső anyagát.
Amikor a Reynolds megjelent saját, váltakozó falvastagságú, titán csőszettjével, alig volt gondja a megmunkálásával. Miért? A 853-ashoz kifejlesztett szerszámok elég erősek voltak ahhoz, hogy ezzel titán csöveket húzzanak, illetve alakítsanak. A titánhoz használt szerszámokat már csak azért is érdemes rettentően precízen kialakítani, mivel a titán selejt nagyon sokba kerül bármely gyártónak!
További info: Acelsziv – beszelgetes Dario Pegoretti vázepítővel






