Régóta nem traktálom az olvasóközönséget személyes történeteimmel, de most szeretnék mégis egy témába vágó ifjúkorit elsütni. Lehettem vagy 14 éves, abban az időben még nem szívesen piszkáltam hozzá a biciklimhez, inkább feltétlen bizalommal tekintettem a műhelyekben tevékenykedő szakikra. Történt egyszer, hogy a kerekem igencsak kiment a formájából. Nem történt semmi dráma, csak a folyamatosan halmozódó behatások következtében egyszer csak olyan formát öltött, ami már túlment az ingerküszöbömön…
Kiszereltem és elbuszoztam vele az egyik szakszervizbe. Középkorú szaki volt a tulaj, akkor még nem gondoltam, hogy kb. annyi köze lehet a biciklikhez, mint egy felszolgálónak. Négy-öt korombeli – meg kicsit idősebb – kuncsaft sorakozott ott ilyen-olyan okokból. Megkérdezte a szerelő, hogy mi a bánatom, erre én odaadtam neki a beteget. Megforgatta az állványban, majd kijelentette, hogy tojást NEM LEHET kivenni egy kerékből. A többi vevő eközben vígan kacarászott, hogy milyen együgyű vagyok, hiszen még ezt sem tudom. Azon kívül, hogy dolgomat végezetlenül távoztam, akkor még nem feltétlenül határoztam el, hogy megtanulok kereket fűzni és centrírozni. Aztán időközben minden bringaszerelési praktikába beletanultam, alapszinten centrírozni is tudtam már, de a kerékfűzés, illetve az egésznek a műszaki háttere még sokáig fehér folt maradt.

Aztán elhatároztam, hogy elsajátítom ezt is. Kezdetben meglévő kerekeket próbáltam lekoppintani és rengeteget hibáztam. Aztán később elolvastam sok mindent, és kezdtem érteni is azt, hogy mi miért van úgy, ahogyan. Most ezeket a tapasztalatokat adnám közre, hogy aki hasonlóra adja a fejét, annak már valamivel könnyebb dolga legyen. Ez a cikk azonban nem csak a fűzésről és a centrírozásról szól – hiszen annak tökéletes elsajátításához inkább gyakorlat szükséges, mint sok-sok magazinoldal -, hanem komoly hangsúlyt kap a hagyományos fűzött kerekek szerkezetének és felépítésének ismertetése is. Aki a fűzésbe önállóan még nem mer belevágni, ellenben az egyedi igények alapján fűzött kerekeket részesíti előnyben, az a következő oldalak alapján pontosan eldöntheti, hogy mit szeretne, és egy szaküzletben megépíttetheti magának. Így talán a kerékpárszerelők sem fognak nagyon haragudni rám…
Miért építsük/építessünk magunknak kereket?
Ugyan ki a fene fűz/fűzet magának manapság kereket, amikor bármikor bemehetünk a boltba és vehetünk egyet készen? Nos, abban az esetben szánjuk rá magunkat, ha úgy érezzük, hogy a piacot domináló gyárilag épített, kompletten megvásárolható kerékszettek nem elégítik ki igényeinket, illetve azok előnyei számunkra nem ellensúlyozzák hátrányaikat. Lássuk melyek lennének ezek:
Előnyök:
- – Minden egyes részegységük rendszertervezés keretein belül született meg, így súly és teljesítmény tekintetében konkrét bevetési területekhez jobban idomulnak.
- – A rendszertervezés következtében a biztonság kockáztatása nélkül könnyebb konstrukciók hozhatóak létre, mint különböző gyártmányú részegységekből fűzött kerekek esetében.
- – Többnyire egységesebb megjelenésűek és sokkal látványosabbak, mint fűzött társaik.
- – A legjobb aerodinamikai tulajdonságokkal rendelkező kerekeket ebben a szekcióban találjuk.
- – Belső nélküli rendszerekhez is alkalmazhatóak egyes típusaik.
- – Megkímélt állapotban használtan piacképesebbek.

Ha te sem szereted az ehhez hasonló logikátlan szerkezetű és nehéz kerekeket, akkor neked szól ez a cikk...
Hátrányok:
- – Házilag nehezen vagy egyáltalán nem javítható.
- – Kevésbé tapasztalt szerelők sem biztos, hogy elvállalják a javítást.
- – Küllőszakadás esetén a helyszínen nem javítható, viszont a csekély számú és nagy feszességű küllők miatt a kerék azonnal használhatatlanná válik, tehát nem biztos, hogy haza tudunk menni vele.
- – Alkatrészei többnyire nem csereszabatosak más hasonló részegységekkel.
- – A gyakori típusváltások miatt lehetséges, hogy egy minimális cserével javítható és még évekig használható kereket azért kell eldobni, mert két év után már nem kapható hozzá pótalkatrész.
- – Többnyire drágább, mint egy hasonló színvonalú hagyományos fűzött kerékszett.
- – Az olcsóbb darabok gyakran nehezebbek, mint hasonló színvonalú fűzött társaik.
Akkor most lássuk, hogy mikor nem érdemes házilag kereket építeni:
Ha az adott felhasználási területre a legnagyobb odafigyeléssel sem tudunk olyan alkatrész-összeállítású kereket fűzni, amelyik nagyobb, vagy ugyanolyan teljesítményt nyújtana a gyárilag épített kerekeknél. Ilyen az aerodinamikus, illetve az extrém könnyű kerekek világa. Nem valószínű, hogy a garázsunkban bütykölve túl tudunk szárnyalni egy 12 küllős, rejtett anyás, szélcsatornában tesztelt aero-kereket, illetve létezik egy olyan súlyhatár, ami alá csak komoly rendszertervezéssel lehet eljutni. Emellett abban az esetben válasszunk inkább gyárilag összeállított kerékszettet, ha a fentebb felsorolt hátrányaik számunkra vállalhatóak.
Tegyük fel, hogy a döntés megszületett és saját koncepció alapján magunk szeretnénk elkészíteni kerekeinket. Bele merjünk-e vágni egyáltalán? Természetesen – mint az élet minden területén – itt is két ellentétes álláspont létezik:
1. A keréképítés bonyolult szakmunka, bízzuk inkább a szakszervizre.
2. A keréképítés – mint minden műszaki probléma – könnyen elsajátítható dolog azok számára, akik nyitottak arra, hogy megtanulják.
Szerintem azok a fanatikusok, akik amúgy is mindent megjavítanak a gépükön, nem állhatnak ellen ennek az újabb kihívásnak. Első körben vegyük hát sorra az alapanyagokat!
Hozzávalók
Végy egy megfelelő minőségű agyat! Miután egy jó agy akár több felnit is túlélhet, ezért kerékfűzésnél kétfajta aggyal találkozhatunk: amelyet már egyszer/többször felfűztek, vagy amelyet most fogunk felfűzni először. Használt agy esetében a küllő fejének hajlata biztosan otthagyta már a névjegyét a furat peremén, így egyértelmű, hogy használt aggyal állunk szemben. Ebben az esetben az agyperem furatai hosszú ideig meghatározott irányú terhelést kaptak, az alapanyagban az erővonalak iránya ez alapján rendeződött. Újbóli felfűzésnél ajánlatos tehát a korábbi, a furatok alapján rekonstruálható fűzési sémát követni. Ez persze nem mindig sikerül, hiszen előzőleg fűzhették elképzeléseinktől eltérő módon is az agyat. Egyetlen alapvetést azonban érdemes figyelembe venni: korábban keresztezve fűzött agyat lehetőleg ne fűzzünk radiálisan, mert még jó minőségű agyak esetében is nagy esélyünk lehet az agyperem repedésére.
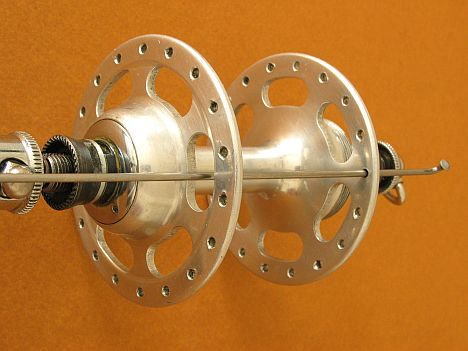
Klasszikus magasperemes hátsóagy. Jól láthatók a korábbi fűzés nyomai a küllőfuratokban, valamint a két oldal furatainak feles eltolása...
Az agyak egyik legfontosabb műszaki paramétere a furatszám. Amikor a kerékagy még jellemzően egy külön megvásárolható részegység volt, abban az időben egy jó minőségű példányt minimum öt furatszámban vásárolhattunk meg: 24, 28, 32, 36 illetve 40. Ezek közül a 24 és a 28 az országúti időfutamok világában, a 32 és a 36 az általános- és versenyhasználat területén, míg a 40 a tandemeken volt elterjedt. A kezdetlegesebb technológia, illetve a minél könnyebb felnik előállításának igénye miatt régen a megfelelő furatszám megválasztása kulcskérdés volt. Ezzel szemben mivel manapság az összes külön megvásárolható felni erősen túlépített, így a furatszám jelentősége csökkent. A gyárilag szerelt kerékpárok esetében a korábban standardnak számító 36 küllős kerekek helyén ma 32 küllőseket találunk, még a keményebb felhasználásra szánt MTB-k setében is. A hazai piacon manapság agyban és felniben egyaránt szinte kizárólag a 32 vagy a 36 furatos kivitel érhető el, számos termék nem is létezik más verzióban. Nagy nehezen beszerezhető 28 furatos felni illetve agy is, de ez olykor hosszas utánajárást von maga után. Miután az első kerékre a kerékpáros testtömegének kisebb hányada jut, emellett pedig tényleges forgatónyomaték nem éri (leszámítva persze a tárcsaféket), ezért elöl alkalmazhatunk akár néggyel kevesebb küllőt is. Eszerint a leggyakoribb furatszámok használata mellett a testsúly függvényében a következő küllőszám fokozatokat állapíthatjuk meg, melyek egyben a kerékszett „erősségét” is jellemzik: 28/28; 32/28; 32/32; 36/32; 36/36. Nem kívánok ezek mindegyikéhez testsúlyértékeket rendelni, miután konkrét tapasztalatom csak a saját példám alapján van: 58-61 kg között mozgó testsúlyomhoz országúton egykor 32/32-es, manapság pedig 32/28-as felállást használok minden probléma nélkül. Egy érdekes tapasztalat városi közlekedőknek: városban azért jobb a 32 küllő, mint a 36, mert egyszerűbb a lezárót átdugni két küllő között…
A hagyományos kerékagyak furatátmérője 2,3 és 3,0 milliméter között változik. A megadott két határérték szélsőségnek mondható, bár mindegyikkel találkoztam már. A túl kicsi furatátmérő megnehezíti a hagyományos 2,0 milliméter átmérőjű küllőkkel való munkát, míg a túl nagy mondjuk 1,8-as küllőkkel kombinálva a küllők fejleszakadásához vezethet, miután a furat nem kellőképpen támasztja meg a fejet és a hajlatot. Az ideális furatátmérő a kettő között van, a ma kapható agyak többsége ezt a gyakorlatot követi. A furatok peremét ma már kivétel nélkül élletöréssel látják el, feszültségmentesítés céljából.
Hajdanában kétféle agyperem-kialakítás létezett, a 65-80 mm közötti furatkör átmérővel rendelkező magas, és a 37-48-as átmérővel bíró alacsony. A kettő között a felhasználásukkal épített kerekek tulajdonságai terén akadtak különbségek. Magas peremű agyra komolyabb oldalmerevségű kereket lehetett építeni, emellett hátsó kerék esetében a nyomatékátadás tekintetében is előnyösebb volt. Hátrányként ezzel szemben csupán az alacsonyperemeshez viszonyított darabonkénti 20-25 g súlytöbblet állt. Érdekes, de egyben logikus megoldás a kombinált magas/alacsonyperemes hátsóagy, amely csak a hajtásoldalon alkalmazza a magas kialakítást. Ilyen megoldást ma számos gyári kerékszett esetében láthatunk. Az ötvenes évektől egészen a hetvenes évek végéig általános használatra a magasperemes agyak terjedtek el, az alacsony inkább csak az időfutamok világában, illetve extrém rossz terepre gyártott kerekek esetében volt látható. Manapság külön többnyire csak alacsonyperemes agyakat vásárolhatunk, ez alól kivételt képeznek a tárcsafékes- és a pályaagyak.
Az agyak tömegét patentzár nélkül érdemes figyelni, hiszen a gyorskioldó cserélhető, így nem számít állandó paraméternek. Régen egy kónuszos alacsonyperemes első agy 135-150 g közötti tömegben mozgott, ma már inkább 120, de az ipari csapágyas kivitelűek inkább 100 g alatt vannak. A kazettás rendszerű hátsó agyak területe már nagyobb szórást mutat, 190 és 400 gramm között bármi előfordulhat. Kerékagyak, és különösképpen a hátsó agy esetében azonban ne a tömeg legyen az elsődleges szempont, hiszen mivel ezek az alkatrészek a tengely közvetlen közelében helyezkednek el, így ez a paraméterük kevésbé lényeges. Sokkal fontosabb az alacsony súrlódású csapágyazás és a megbízható kilincsmű.
Tizenöt vagy harminc deka acél?
Ahogy korábban az agyaknál, a küllők esetében is a „recycling” szemlélet felől indítanék. Sokan vallják, hogy egyszer már felhasznált, lefűzött küllőkből új kereket építeni nem szabad, mert anyagszerkezet tekintetében elfáradhattak, így később szakadás veszélye állhat fenn. Ez a korai technológiával készült húzott küllőkre valóban igaz lehet, melyeknél az átmérőváltásnál hirtelen csökken le a keresztmetszet. Ilyen hajdan csúcsminőségű küllőkkel már valóban nem tanácsos hátsó kereket fűzni (tapasztalat), elöl azonban még sokáig gond nélkül működhetnek. A folytonos keresztmetszetű 2 milliméteres küllők esetében még sohasem tapasztaltam a hosszú használatból és többszöri fűzésből adódó tönkremenetelt, pedig akad küllőgarnitúra, amely már a negyedik kerékszettemben szolgál.
A külön megvásárolható küllők esetében alapanyag és felületkezelés tekintetében három fő kialakítással találkozhatunk. Legegyszerűbb jószág a horganyzott acélküllő. Hátránya, hogy ez a kialakítás gyenge alapanyagot feltételez, illetve egy idő után óhatatlanul elindul a korrózió, amely esztétikai gondok mellett küllőszakadás okozója is lehet. Ma már szerencsére az alsó kategóriából is kezd kikopni ez a típus. A krómozott vagy nikkelezett acél egy fokkal jobb megoldás, ez a tisztességes anyagból legyártott külön felületkezeléssel ellátott küllők jellemzője. Hátránya, hogy odafigyelést igényel, ellenkező esetben egy idő után vakrozsdától virágzik ki a felület. Ma már ritkán találkozhatunk vele, a régebbi minőségi versenygépek tartozéka volt. Szerencsére már az olcsóbb bringákon is szinte kizárólagos tartozék a rozsdamentes acélküllő. Húsz-huszonöt évvel ezelőtt még az szólt ellene, hogy a korabeli rozsdamentes ötvözetek kisebb szakítószilárdsággal rendelkeztek, mint a küllőgyártásban alkalmazott egyéb ötvözetek. Ma már ez a különbség olyannyira lecsökkent, hogy a rozsdamentes típusok szinte egyeduralkodók lettek a piacon. Fekete változatban is beszerezhető…

Balról jobbra: 2,0 milliméteres rozsdamentes acélküllő; 2,0-1,8-as régi nikkelezett acélküllő, 2,0-1,5-ös modern húzott küllő hosszú átmérőváltással, 1,8-1,4-es antik rozsdamentes küllő...
A következő fontos paraméter az átmérő és a keresztmetszet. A választék ezen a téren meglehetősen bőséges, bár idehaza nem mindig juthatunk hozzá mindenhez. A leggyakoribb a folytonos 2,0 milliméteres átmérő, kör keresztmetszettel. Ilyen küllőkből erős és strapabíró kereket lehet fűzni, amelyhez folyamatos használat során sem kell sűrűn hozzányúlni. További előny, hogy maga a fűzés procedúrája egyszerű, mert nem kell a küllő olyan mértékű csavarodásával számolni munka közben, mint a húzott típusoknál. Ettől a keresztmetszettől aerodinamikai vagy súlybeli indokok ürügyén szokás eltérni. Ha a súlyt nézzük, a következő fokozat a 2,0-ról középen 1,8 milliméterre vékonyított változat. Ezzel 305 milliméteres küllők esetében 1 grammot spórolhatunk darabonként, ami egy komplett kerékre vonatkoztatva már jelentős (28-36 g) nyereség. Ez a típus még nem csavarodik annyira, mint 1,5 vagy 1,4 milliméterre vékonyított társai. További súlycsökkentés folytonos 1,8 milliméteres küllőkkel, vagy 1,8-1,4; 2,0-1,5 és hasonló kombinációkkal érhető el. Utóbbiak esetében darabonként már 2,4-2,7 gramm a súlynyereség, ami 32 küllő esetében már közel 90 grammot is jelenthet, és már némi aerodinamikai előnnyel is bírnak. Hátrányuk, hogy centrírozásnál folyamatosan bele kell kalkulálni a jóval kisebb középső átmérőből adódó csavarodást, illetve tömegbukásoknál könnyen elszakad, ha beleakad valami. Természetesen létezik a másik véglet is, a 2,0 milliméter feletti küllők világa (pl.: 2,2 mm), melyekkel régebben kemény terephasználat esetén találkozhattunk.
Ha az aerodinamikát vesszük a keréképítésnél fő szempontnak, akkor a lapított keresztmetszetű kardküllők jöhetnek szóba. Ezek jóval nehezebbek, mint kör keresztmetszetű társaik, emellett pedig az agyak furatainak befűrészelését igénylik, ami hosszadalmas macera. Megfelelő méretben beszerezni sem egyszerű őket, így ma már szinte senki sem fűz házilag kardküllővel, ha ilyesmire van szüksége, vesz inkább egy 12-20 küllős aero kerékszettet. A kör és lapított közötti átmenetet a lencse keresztmetszetű küllők képviselik, amelyeknek legnagyobb szélessége 2, míg legkisebb 1-1,2 mm, így ezek sem igénylik az agyak előkészítését.
700C méretű (országúti) első kerekekre vonatkoztatott küllő tömegadatok különböző átmérő, hossz és fűzésminta esetén
átmérő hossz (mm) fűzésminta* felni** össz.*** db
2,0-1,5 282 28 / radiál / alacsony 18 mm / peremes 129 g 4,59 g
2,0-1,5 282 32 / radiál / alacsony 18 mm / peremes 147 g 4,59 g
2,0-1,5 300 28 / 2 ker. / alacsony 10,5 mm / szingós 138 g 4,92 g
2,0-1,5 296 32 / 3 ker. / alacsony 18 mm / peremes 156 g 4,86 g
2,0-1,5 300 36 / 4 ker. / alacsony 18 mm / peremes 178 g 4,92 g
1,8-1,6 306 28 / 3 ker. / alacsony 10,5 mm / szingós 141 g 5,04 g
1,8-1,6 306 36 / 4 ker. / magas 11,0 mm / szingós 182 g 5,04 g
2,0-1,8 292 36 / 3 ker. / magas 14,0 mm / peremes 235 g 6,53 g
2,0-1,8 306 28 / 3 ker. / alacsony 11,5 mm / szingós 183 g 6,53 g
2,0 kard 272 32 / radiál / alacsony 34,0 mm / peremes 224 g 7,00 g
2,0 293 36 / 3 ker. / alacsony 20,0 mm / peremes 272 g 7,55 g
2,0 292 36 / 3 ker. / magas 14,0 mm / peremes 272 g 7,55 g
2,0 296 36 / 3 ker. / alacsony 13,5 mm / peremes 274 g 7,61 g
2,0 305 36 / 4 ker. / magas 12,5 mm / szingós 284 g 7,88 g
* küllőszám / keresztek száma / agyperem jellege
** felni magassága / kialakítása
*** az adott küllőszámra vonatkoztatott össztömeg
Ismét a gramm-mániásokhoz szólnék. A küllőkön bizony nagyon sok súlyt lehet megspórolni, ráadásul más alkatrészekhez viszonyítva relatíve olcsón. A keréken belül elfoglalt pozíciója miatt ez a súlynyereség sokkal jobban számít, mintha ugyanezt az agyakról faragnánk le. Egy országúti keréken szemléltetném a különbséget. Közepes (19 mm) felnimagasság esetében 32 három keresztre fűzött küllőnél (296 mm hossz) hagyományos 2,0-s küllővel 274 grammot kapunk egy kerékre vetítve, míg 2,0-1,5-ös felállás esetében ugyanez az érték mindössze 156 g. Tehát 32 küllő esetében a nyereség közel 120 g, ezért pedig kb. 4-4500 forint többletköltséggel kell számolnunk a hagyományos felállással szemben. További összehasonlító adatokat a mellékelt 1. számú táblázatban rendszereztem.
Apró csavarok a gépezetben…
Alapanyag tekintetében kétféle küllőanya létezik, alumínium és nikkelezett réz. A rezet hasonló helyeken azért kedvelik, mert igen pontos menet készíthető belé, emellett pedig a belevágott menet nehezebben szakad ki, mint az acélból. A réz anya egyetlen hátránya, hogy háromszor olyan nehéz, mint a hasonló alumíniumból készült, viszont az ára is harmadannyi (illetve sok helyen szériatartozékként adják a megvásárolt küllőhöz). A 2. számú táblázatban azt láthatjuk, hogy milyen súlynyereséget érhetünk el alu anya használatával, ráadásul mindezt megint fontos helyen, azaz a kerék kerületéhez közel. További előnye, hogy a szivárvány minden színében kapható. Egyedül arra figyeljünk, hogy szegecselés nélküli felnikkel ne párosítsuk, mert bizonyos ötvözetek esetében a két érintkező alumíniumfelület között kontaktkorrózió léphet fel, nehezítve a későbbi centrírozást.
A küllőanya alapanyaga és tömege közti összefüggés különböző küllőszám esetében (gramm)
Alapanyag 36 db 32 db 28 db 1 db
Alumínium 12,9 11,4 10,0 0,357
Réz 33,4 29,7 26,0 0,928
Az anyák lehetnek rövid és hosszú kialakításúak. Előbbiek az általánosan elterjedtek, utóbbiak akkor kerülnek elő, ha a felhasznált küllő pár milliméterrel rövidebb a szükségesnél, vagy a felni olyan kialakítású, hogy a hagyományos rövid anya nem lógna ki eléggé a furatból. Az anya feje többnyire kereszthornyú, ritkább esetben hatlapú. Utóbbi többnyire rejtett anyás kialakítás esetében használatos, amikor az anyához csak a felni külső oldala felől lehet hozzáférni. Nagy ritkán találkozhatunk olyan anyákkal is, amelyeket a menet kilazulása ellen menetrögzítő betéttel látnak el.

1,8-as nikkelezett rézanya, mellette négy 2,0-ás: egy rövid és egy hosszú, valamint két alu. Előtérben két alátét, melyeket régen a szegecselés nélküli felnik anyáihoz használtak erősítés gyanánt...
Aminek a tömege legkevésbé lényegtelen
A felnik témaköréről külön lehetne egy hasonló terjedelmű cikket írni, ezt már egy ízben meg is tettem a Bikemag 2005. októberi számában, ezért most egész röviden szólnék csak erről. Miután a kerék kerületéhez igencsak közel eső alkatrész, ezért tömege egyáltalán nem mellékes. Sajnos manapság egyre nehezebb igazán könnyű felnikhez hozzájutni, duplafalú (komoly kerekekhez csak ilyet használjunk) peremes darabok esetében 400 g körül, míg szingósak esetében 350 g körül van az a lélektani határ, mely alá a gyártók már nem mennek le. Emellett a profilválaszték is csökkent, leggyakoribb a 17-22 mm magas közepes, és az e feletti (többnyire kőnehéz) magas profilú kialakítás, a 17 mm alatti kategória sajnos szinte teljesen eltűnt. Ha mégis hozzájutunk ilyesmihez, akkor azzal kell számolnunk, hogy bizonyos fűzésmintákhoz a kereskedelemben kapható küllők túl rövidek lesznek (manapság 302 mm feletti hosszal rendelkező küllő már igen ritkán kapható). Az extrém magas profilú felnikhez (34-36 mm) radiális fűzés esetén pedig a 270-276 mm hosszúságú küllők beszerzése okozhat nehézséget bizonyos márkák esetében. A profilméret mellett a küllőfurat kialakítása lehet érdekes, ezen a téren szegecs nélküli, szimplán- illetve duplán szegecselt változatok léteznek. Ami engem illet, én a duplán szegecselteket kedvelem, egyrészt mivel ezek többnyire könnyebbek és erősebbek, másrészt alu anya esetében sem fenyeget a kontaktkorrózió veszélye, harmadrészt pedig fel- vagy lefűzésnél nem lehet a középső kamrába véletlenségből beejteni az anyát.
2. Előkészületek – mit is szeretnénk valójában?
Iránytű a fűzésminták széles tárházához
A kerék igénybevételekkel szembeni ellenálló képességét, valamint keresztezett fűzés esetében a keresztek maximális számát a küllőszám határozza meg. Minél több küllőt tartalmaz egy kerék, elvileg annál erősebb és tartósabb – és persze nehezebb is. Persze ez nagyban függ a felnitől is, hiszen egy 500 grammos magas profilú felni 24 küllővel tartósabb lehet, mint egy 300 grammos lapos szingós 32 küllővel.
A keresztek száma alatt azt értjük, hogy egy adott küllő a fejétől a felni felé indulva hány ugyanazon agyperemről ellentétes irányba mutató küllőt keresztez. A küllőszám meghatározza a lehetséges keresztek számát, mely a következőképpen alakul: 24 küllő – 0, 1, 2 kereszt; 28 küllő- 0, 1, 2, 3; 32 küllő – 0, 1, 2, 3; 36 küllő- 0, 1, 2, 3, 4.
Az, hogy milyen fűzéssémát választunk, nagyban meghatározza fűzött kerekünk tulajdonságait. Ezen alapvetések ismerete megkönnyíti a gyári kerékszettek szerkezetének megértését is. A minőségi acélküllők nyúlása minimális (ahogy ezt már Németh Balázs kollégám is kifejtette Jobst Brandt laboratóriumi vizsgálataira hivatkozva), ellenben a kerék forgása során nyomó illetve húzóerők ébrednek bennük. Az acélküllő húzásra jól dolgozik, nyomásra ellenben kihajlással reagál, azaz kitér az erő útjából. Minél nagyobb a küllő hossza, annál nagyobb kihajlást képes produkálni. Átfordítva mindezt közérthetőbb formába: minél nagyobb lehetősége van egy küllőnek a kihajlásra, annál jobban képes a kerék az út felől érkező rezgések csillapítására. Tehát ha célunk a maximális komfort, akkor ezt a szélsőséget egy alacsonyperemű agyba négy keresztre fűzött alacsony profilú felnivel érhetjük el. Ha megnézzük, például a Paris-Rubaix kockakövein még manapság is ilyenekkel mennek – nem véletlenül. Egy ilyen keréknek azonban az oldalmerevsége is valamivel kisebb. Amennyiben ennek növelése az igény, abban az esetben szokták ugyanezt a felállást magasperemes agyakba fűzni.
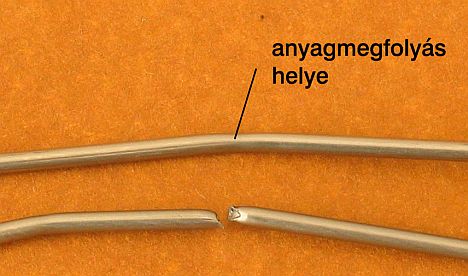
Ez történik, ha az igénybevétel meghaladja a küllő szakítószilárdságát: megfolyik az anyag (fent), illetve elszakad a küllő...
Nézzük ennek az ellentétét! Minél rövidebb a küllőnk, annál merevebb lesz a kerekünk radiális és oldalirányban egyaránt. Tehát ha a cél a maximális merevség, akkor magasperemes agyba radiálisan fűzzük a felnit – ezt láthattuk régebben a sprinterek pályabringáin (vagy B-változatként, amikor négy keresztnél az utolsó keresztet összedrótozták és leforrasztották, így a hasznos küllőhossz csak innen indult). A hatás fokozható a minél magasabb profilú felnik használatával, így a felni keresztmetszetéből adódó rugalmasság (ami egyébként már közepesnek számító 17 mm profilmagasság esetén is minimális) szinte nullára csökkenthető.
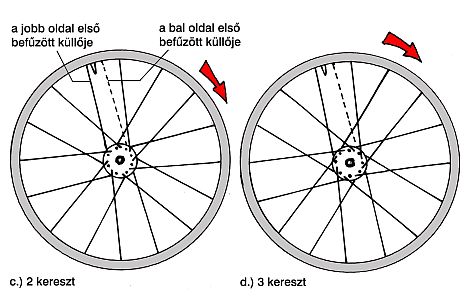
A küllők kihajlásának mértéke tovább fokozható azzal, ha a küllőket valamilyen eszközzel már eleve kitérítjük az erő hatásvonalából. Ez az „eszköz” az, amikor a felnihez legközelebb eső keresztnél az egymást keresztező két küllő helyzetét megcseréljük, így azok két síkban keresztezik egymást, azaz egymásnak feszülnek. Ennek következtében a két küllő már eleve hajlítva van, így képesek egyfajta „laprugóként” működni (ezt a hatás húzott küllőkkel tovább növelhető), ezzel azonban az oldalmerevség szenved némi csorbát. Éppen ezért olvashattátok egy ízben Atom jóvoltából, hogy mennyivel merevebb az olyan kerék, ahol a keresztezett küllők a felnihez közel eső utolsó keresztnél is szépen elhaladnak egymás mellett, és nincsenek egy további síkban is keresztezve. Ezt az Atom-féle gyakorlatot régen egyedül csak az egy keresztre fűzött kerekeknél alkalmazták, ahol olyan közel keresztezik egymást a küllők az agyperemhez, hogy műszakilag megoldhatatlan a két síkban való átlapolás. A módszer amúgy olyan esetekben lehet célravezető, ahol az agy nem alkalmas radiális fűzésre, de mégis a maximális merevség a cél – ezt láthatjuk a mellékelt kardküllős Campagnolo Zonda hátsó agy fotóján, ahol a hajtásoldalt egy keresztre fűzték.

Gyári kerekek esetében gyakori fűzésséma a Campagnolótól: merev, aerodinamikus és a két oldal küllői között a feszességbeli különbség is kisebb...
Keresztek száma tekintetében azonban a két szélsőség között (4 kereszt illetve 0 kereszt, azaz radiális) a nyomaték átadásának hatékonysága tekintetében is különbségek vannak. Forgatónyomaték a hátsó kerék lánckerék oldalán ébred, ennek átadása annál hatékonyabb, minél inkább az agyperem sugarára merőleges irányhoz közelít a húzott küllő hatásvonala. Ehhez az állapothoz legközelebb a 4 kereszt esik, a radiális fűzés pedig erre a leginkább alkalmatlan (ennek ellenére vannak ilyen próbálkozások is). A kerékre jutó forgatónyomaték tekintetében az első és a hátsó között komoly különbségek vannak, éppen ezért a keresztek számának változtatása ennek függvényében indokolt lehet. Ennek abszolút minimalista megoldása, hogy mivel az első kerékre nulla, a hátsó bal oldalára pedig minimális forgatónyomaték jut, ezért ezeken a helyeken a küllők radiálisan fűzöttek, míg hátul a hajtásoldalon keresztezettek. Az egyszerűbb gyárilag fűzött kerékszettek többsége így készül. Ezt lehet a végtelenségig variálni oly módon, hogy a legtöbb kereszt mindig a hátsó hajtásoldalon van, aztán a bal oldalon kevesebb, míg az első kerék két oldalán még kevesebb. A hátsó kerék bal oldalán a keresztek számának csökkentése azzal a pozitív mellékhatással is jár, hogy a rövidebb és laposabb szögben csatlakozó bal oldali küllőket így jobban meg lehet feszíteni, így a hátsó kerék egyes oldalain lévő küllők közti feszesség-különbség csökken.
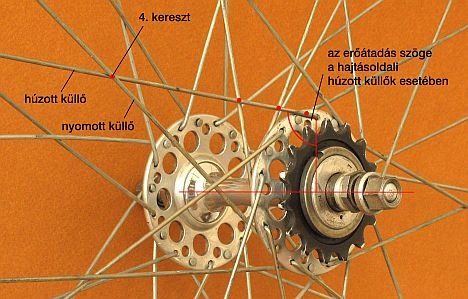
Pályakerék a hajtásoldalon négy keresztre fűzve - látható, hogy a nyomatékátvitel szöge így a legideálisabb. A túloldalon két keresztet találunk...
A keresztek száma és a keresztezés módja után még egy további jellemzője van a fűzésmintának, mégpedig hogy szimmetrikus avagy aszimmetrikus. A kerék oldalmerevségét nagyban befolyásolja, hogy a forgatónyomatékot továbbító húzásra dolgozó küllők milyen távol helyezkednek el a kerék szimmetriatengelyétől. Ezt legmarkánsabban a küllőperemek egymástól való távolsága határozza meg, ez azonban egy az adott agyra jellemző fix adottság. A másik – változtatható – tényező, hogy ezek a küllők a perem melyik oldalán helyezkednek el. A lehető legmerevebb konstrukciót az adja, ha mindkét oldalon kívülre kerülnek. Ez nevezzük szimmetrikus felépítésnek, ami megjelenés tekintetében is kedvezőbb – ami műszakilag jobb, az általában szebb is. Első- és hátsó kereket azonban egyaránt lehet aszimmetrikus a módszerrel is fűzni, hátránya, hogy a kerék oldalirányú merevsége kisebb, illetve szubjektív vélemény – de kevésbé szép. Ennek ellenére a tömeggyártásban fűzött kerekek többnyire így készülnek, mivel így a kereket átfordítva nem kell tükörszimmetrikusan dolgozni, hanem ugyanazzal a mintával elintézhető mindkét oldal. Két eset azonban létezik, amikor kifejezetten indokolt ez a metódus: a tárcsafékes kerekek bal oldala, ahol a tárcsa fékezéskor pont fordítva terheli a küllőket, illetve úgynevezett fordítós hátsóagyaknál, ahol az agy mindkét oldalán van egy eltérő fogszámú fix lánckerék vagy egysebességes szabadonfutó. A flip-flop agyaknál nem hátrány, ha az agyat átfordítva a húzott küllők mindig kívül helyezkednek el.

Szimmetrikus felépítésű kerék, ahol azonban a fékezéskor húzásra dolgozó küllőket találjuk a perem külső oldalán...
Milyen hosszú legyen?
Ha eldöntöttük, hogy milyen küllőkkel, milyen felnibe, milyen fűzésminta alapján szeretnénk kereket építeni, akkor a következő lépés a küllőhossz kiszámítása. Sokféle képlet létezik, illetve számtalan honlapon találkozhatunk küllőhossz-számító programokkal. Ezek pontos működéséhez szükséges a felni keresztmetszeti méreteinek, az agyperem átmérőjének és távolsági paramétereinek ismerete, ezek mind mérhető paraméterek. Nem árt azonban résen lenni, és egy meglévő kerekünk küllőhossza alapján leellenőrizni, hogy az adott program pontosan számol-e. Nekem már sikerült belefutnom olyanba, amelyik 5 milliméteres hibát generált, ami már bőven végzetesnek mondható. Az egyik legjobb tanácsadó itt is a tapasztalat. Egy jó szakműhelyben az agy és a felni ismeretében meg tudják mondani, hogy az adott fűzésmintához milyen küllőhossz passzol. Valójában ez a legbiztosabb módszer, ha nem vagyunk biztosak magunkban, akkor rendeljük meg a küllőket egy bringabolton keresztül.
Számtalan régi bringás katalógusban találkozunk olyan táblázatokkal, amelyek a kor gyakoribb agy- és felnitípusait kombinálva különböző fűzésminták esetén megadják az ajánlott küllőhosszt. Ezek általában helyes adatokat közölnek, így ezekhez viszonyítva nagy biztonsággal lehet akár magasabb, vagy alacsonyabb felnihez tartozó küllőhosszokat becsülni. Az 1. számú táblázatban a küllő tömegadatok mellett valami hasonlót is összegyűjtöttem saját fűzéseim során begyűjtött tapasztalataim alapján.
Egy pár kerékhez elméletileg három különböző küllőhossz szükséges. Mindenhol azonos fűzésminta esetén leghosszabbak a hátsó kerék bal oldalára kerülők lesznek, aztán az első kerékben helyet kapók, majd a hátsó hajtásoldaliak. A gyakorlatban ez inkább kettő, mivel a hátsó bal oldal és az első kerék küllői közel azonos hosszra jönnek ki (mivel a hátsó agyak küllőpereme általában annyival magasabb, amennyivel hosszabb küllő kéne a peremhez képest fennálló excentrikus kialakítás miatt.) Megfelelő méretválasztással azonban megoldható egy mérettel is, mivel a küllőanya többnyire tolerálja azt a 2 mm plusz hosszt, ami ilyenkor hajtásoldalon előáll.
Aztán persze adódnak kényszerhelyzetek, amikor az ember azzal főz, amije van. A küllőhossz az ideális mérethez képest 1-2 mm méretkülönbséget mindkét irányba tolerál. Az 1-3 milliméterrel rövidebb küllő mondjuk két okból kerülendő: 1. nagyon ronda, ha kilóg a menet az anyából; 2. kevesebb menet kapaszkodik az anyába, így a küllő könnyebben meglazulhat vagy kiszakadhat. Az 1-2 milliméterrel az anya fején túllógó küllővég kevésbé problémás, ez többnyire a felni két fala között elfér. Gond csak akkor van, ha annyival hosszabb, hogy felnyomja a felniszalagot – ez kerülendő.
Mi kellhet még?
A keréképítés fő eszköze a jó küllőkulcs. Ennek legfontosabb ismérve, hogy jól illeszkedik a küllőanyára, illetve nem hátrány, ha az egyes típusok lapolása közti minimális méreteltéréseket tudja kezelni – magyarán több egymástól 1-2 tized milliméterrel eltérő szélességű horonnyal rendelkezik. Ügyes megoldás, amikor a szerszám küllő felől eső oldalára egy apró mágnes kerül, így a ha a lendülettől lecsúszik az ember keze a szerszámról, akkor az nem esik le, hanem megtapad a küllőn.
Kell még egy tálka is, amelybe az anyákat beletesszük. A szakirodalom szerint a küllőanyák meneteit kenni kell annak érdekében, hogy a száraz állapottal ellentétben könnyedén lehessen feszíteni őket, mert a későbbi meglazulás oka a nem megfelelő feszesség. Vannak, akik ezt a gyakorlatot egyáltalán nem követik, mások olajat csepegtetnek a menetbe, de olyan is akad, aki a fűzés/ centrírozás végeztével Loctite-tal rögzíti a meneteket. Ami engem illet, én kenéspárti vagyok, illetve azt is próbálom megelőzni ezzel, hogy az anya és a küllő egyberohadjon a használat során. Emiatt az előbbiekben említett tálcába teszek némi WD-40-et, és ebben áztatom az anyákat a fűzés során.
Abban az esetben, ha hátsó kereket fűzünk két különböző hosszúságú küllővel, jól megkülönböztethető két helyre tegyük őket, nehogy menet közben összekeveredjen a két egymástól csak 2 milliméterrel különböző méret.
Na és most jöhetne a centrírozó állvány, mint kellék, de ez valójában nem létszükséglet. Az igazán professzionális darabok 70-100.000 forintba kerülnek, és bár nagyon jól lehet velük dolgozni, ez igazából csak a napi szinten több kereket előállító szakműhelyek számára éri meg. Ha később már jól belejöttünk az otthoni kerékfűzésbe, illetve ezen tevékenység gyakorisága már igényli, kiszuperált villákból fabrikálhatunk magunknak hasonlót. Persze akkor már szerintem jobban megéri venni egy amatőröknek szánt darabot, mely kb. 15000 forintból megúszható, és a profi állványoknál csak annyival butább, hogy a felni a tengelyvégekhez viszonyított központosságát időnként a vázba helyezve kell ellenőriznünk. Kezdőként tökéletes megoldás lehet a vázban történő centrírozás is, amikor az oldalirányú ütést az abroncsfék pofáival, míg a magassági ütéseket a fékpofa tetejére helyezett rúdszerű dologgal (ceruza, imbuszkulcs, ilyesmi) tudjuk figyelni. Más kérdés, hogy tárcsafékes bringa esetén ez a metódus nem alkalmazható.
Ja, és még valami szükséges a kerékfűzéshez: türelem. Meg számomra még némi háttérzene, amit csak a centrírozás során szoktam kikapcsolni, mert mint a továbbiakban kiderül, ahhoz fül is kell…
3. Gyakorlat teszi a mestert…
Fűzés
A keréképítés gyakorlati részéről korábban már mi is írtunk, emellett pedig ennek a területnek elég komoly külföldi szakirodalma is van. Éppen ezért ezúttal a saját módszeremet ismertetném röviden. A dolog úgy kezdődik, hogy először is magunk elé vesszük a felnit, és úgy forgatjuk, hogy a felirat megfelelően helyezkedjen el. A kerékpár fő nézete a jobb oldal, ezért az a szokás, hogy minden felirat erről az oldalról olvasható – a felni esetében is ezt az alapvetést követjük. Az agyon található felirat helyzete sem mellékes, ez jó esetben a kerékpár menetirányába tekintve olvasható. A kettő egymáshoz ideális esetben úgy viszonyul, hogy amikor felül látható az agy felirata, akkor pontosan alá esik a felnié. Ezek persze pusztán esztétikai szempontok, de pontosan ezektől az apróságoktól lesz szép a kerék. Az utóbbi időben bevett gyakorlat, hogy a felni két oldalára szimmetrikusan helyezik el a feliratot, így mindegy, hogy azt hogyan forgatjuk.
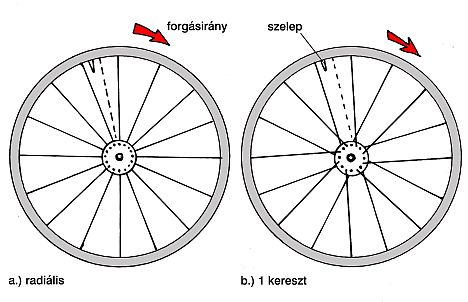
Lehetséges keresztek száma egy 32 küllős kerék esetében...
A felni furatai a középvonalhoz képest eltolva helyezkednek el, értelemszerűen amelyik oldalhoz esik közelebb a furat, azon oldali agyperembe csatlakozik az adott küllő. Aszerint, hogy a szerepfurathoz képest hogyan helyezkednek el a küllőfuratok, létezik jobbos és balos kiosztású felni. Ezek közül a jobbos a gyakoribb (90%), ennél ha magunk elé vesszük a felnit, és a szelepfurat alul helyezkedik el, akkor a szelep mellett a hozzánk közelebb eső küllőfurat a jobb oldali lesz. Léteznek olyan felnik is, amelynek furatai a felni szimmetriatengelyében helyezkednek el (pl.: Sun Assault), de nem ez a jellemző.
A legelső küllőt mindig a szelepfurat mellé fűzzük be. Ha az első küllőt rosszul fűzzük, akkor innentől kezdve kényszerpályára kerülünk, és az egész fűzésminta rossz lesz. A szelep mellett elhelyezkedő küllők esetében fontos, hogy olyan küllőpárról legyen szó, amelyek egymással párhuzamosak, így a legtöbb hely marad a pumpa számára. A fűzést a jobb oldalon szoktam kezdeni, értelemszerűen ez az oldal ilyenkor felém esik. Az első befűzött küllő az én oldalamhoz közelebb eső szelepfuratba kerül, szimmetrikus fűzés esetén pedig ez egy az agyperem belső felén elhelyezkedő darab lesz, tehát a feje kifelé néz. Ekkor nagyjából úgy forgatom az agyat, ahogyan az adott keresztszámnál a kerékben elhelyezkedik majd, és ellenőrzőm, hogy a felirata egybeesik-e a felni feliratával. Amennyiben nem, a küllőt átfűzöm a következő furatba, egészen addig, míg megfelelő pozícióba nem kerül. Az anyákat a fűzés stádiumában csak félig tekerem fel.
Ezután az agyperemen egy, míg a felnin három furatot kihagyva végigfűzöm az egész oldalt. Ha ez megvan, az egyik kimaradt furatba az ellenkező oldalról fűzök be egy küllőt, és annyiszor keresztezve az ellenkező irányú küllőket, amilyen fűzésmintát korábban választottam, a felnibe csatlakoztatom a két szomszédos küllő közötti három furat közül a középsőbe. Az utolsó keresztnél ilyenkor vagy átviszem az ellentétes irányú küllő alatt, vagy nem, ismét attól függően, hogy milyen fűzésmintát választottam. Ezután ezt a metódust végigviszem az egész oldalon, így a végén a kerék olyan állapotba kerül, hogy csak minden második, a bal oldal felé eső küllőfurat lesz üres. Ekkor átfordítom a kereket.
Az első bal oldali küllő ismét a szelepfurat melletti lesz. Ennek jobb oldali párja a szelephez képest második, melynek fejéhez képest a bal oldalon pont egy félfuratköznyi eltolás0sal helyezkedik el a befűzendő küllőnk furata. Szimmetrikus fűzés esetén ez egy húzott küllő lesz, tehát a feje az agyperem belső oldalára kerül. Ha ezt sikeresen pozícionáltuk, akkor ezután az agyperemen egy- míg a felnin három furatot kihagyva ismét végigfűzzük az egész oldalt. Végezetül a még üres furatokba ezúttal úgy fűzzük a küllőket, hogy fejük kifelé álljon, majd a másik oldalnál ismertetett metódus alapján végigfűzzük a bal oldalt is. Ha mindent jól csináltunk, akkor egy még ugyan laza küllőkkel rendelkező, de fűzésminta tekintetében hibátlan kereket kapunk.
Centrírozás
Ha az előző instrukciók alapján összeállt a kerék, akkor kezdődhet a küllők feszítése. A megfelelően kiszámolt küllőhossz esetén a kész keréknél a küllővégek úgy helyezkednek el az anyában, hogy a hátsó horonyból pont nem emelkednek ki. Ezt az ideális esetet alapul véve a feszítést úgy kezdem, hogy szépen sorban a horony aljáig tekerem be a küllővégeket. Ilyenkor a küllő menetes része bőven eltűnik az anyában. Ekkor még egy teljesen amorf valamit tartunk a kezünkben, ami a körtől még nagyon messze van.
Vegyük alapul azt az esetet, amikor vázba helyezve dolgozunk a keréken. Betesszük a kereket a vázba. Ha nagyon nincsen középen, akkor az egyik oldal összes küllőjének lazításával, illetve a másik oldal feszítésével korrigálunk ezen. Először a radiális ütést szoktam kiszedni az így előkészített kerékből. Ez úgy néz ki, hogy folyamatosan körbeforgatva haladok végig a keréken, és egy köztes állapothoz képest magasan lévő felniszakasz (amelynél az abroncsfék pofáinak tetejére helyezett ceruza megemelkedik) küllőit feszítem, míg az alacsonyabb szakaszokét lazítom. Leírni roppantmód könnyű, ellenben csinálni időigényes. Annak ellenére, hogy még igencsak a centrírozás legelején járunk, ezt a műveletet aránylag precízen szoktam elvégezni, úgy, hogy az észlelhető ütés 1 mm-en vastagon belül legyen. Ha ez megvan, az oldalirányú ütés kiszedésébe kezdek, oly módon, hogy a felnin végighaladva figyelem, hogy hol ér hozzá – hangot adva – a fékpofához a felni, és ezekben az esetekben az ellenkező oldali küllőket feszítem, az ütés oldalán lévőket pedig lazítom. Az oldalirányú ütést kiszedését azonban csak durván végzem el.
Ekkor ellenőrzőm a küllőfeszességet is. Ha az ember mindent jól csinált, komoly eltérések két küllő között nem lehetnek, leszámítva persze a hátsó kerék két oldalát. A helyes küllőfeszesség definiálása nem könnyű, talán úgy jellemezhető, hogy a küllőknek egyenletes magas hangot kell adniuk megpendítéskor. A kézzel jobbra-balra könnyedén megrángatható küllők további feszítést igényelnek. A küllők feszítésénél a küllők csavarodására is figyelni kell. Egy bizonyos feszesség után a menet súrlódása akkorára nő, hogy tekeréskor az anya kis mértékben a küllőt is viszi magával, így az megtekeredik, ergó nem kívánatos csavaró feszültségek keletkeznek benne. A csavarodás mértéke a középen elvékonyított küllőknél hatványozottan jelentkezik. Ez ellen úgy tudunk tenni, ha az anya minden egyes csavarása után egy picit visszafelé is tekerünk rajta. Ha közben egyik kezünkkel a küllőt fogjuk, akkor érezni fogjuk, hogyan tekeredik.
Ezután kiveszem a kereket a vázból, a földre helyezem, és mindkét oldalon végighaladva ránehezedek a küllőkre a legkülső keresztnél, és tenyérrel jól megnyomkodom őket. Ilyenkor természetesen a tengelyvég és a felni alá illendő valamit tenni – polifoamot, deszkát vagy hasonlót. Ha ez mindkét oldalon megvolt, abban az esetben feltámasztom ismét a tengelyt, valamint a felni hozzám közel eső részét, és két kezemmel megmarkolva a küllők között a felnit, jól körbenyomkodom mindkét oldalról. Erre a műveletre azért van szükség, hogy a küllőanyák és a küllőfejek ne akkor foglalják el a végleges helyüket, amikor már a próbakörre megyünk a kerékkel. Ezután a kereket ismét visszateszem a vázba. Ezt a műveletsort saját zsargonomban „taposásnak” szoktam nevezni…
Ezen a ponton szoktam ellenőrizni, hogy a felni középvonala tökéletesen egybeesik-e a váz középvonalával. Fontos, hogy amennyiben állványban fűzünk, mindig abba a vázba próbáljuk bele a kereket, amelyikben ténylegesen helyet kap, mert lehet központosságban pár milliméter eltérés két váz között (ami persze a váz szempontjából nem egészséges, de most ezt hagyjuk). Amennyiben korrekcióra van szükség, megteszem a korábbiakban ismertetettek szerint. Ezután újra ellenőrzöm, hogy a procedúra során nem került-e tojás a kerékbe, amennyiben igen, korrigálok. Ezt követően az oldalirányú ütést most már nagyon pontosan szedem ki, úgy, hogy 3-4 tized ütésnél több ne maradjon. Ezután megint „taposok” és ha eddig jól dolgoztam, akkor most már nem mozdult meg a kerék – ezt természetesen ellenőrzőm.
Ez után már nincs is más hátra, mint feltenni a külsőt/belsőt vagy szingót, pumpálni, be a villába, aztán irány bicajozni. Ha jól végeztük a dolgunkat, elindulásnál meg se nyikkan a kerék, és legfeljebb pár száz kilométer múlva kell egyet korrigálni és többet szinte nem is kell foglalkozni vele.
Remélem sikerült kedvet csinálnom ehhez a nagy türelmet igénylő, ellenben komoly sikerélménnyel is kecsegtető művelethez, vagy ha nem is, legalább a kerekek világában fog magabiztosabban mozogni az olvasó…
Ajánlott Irodalom:
David Erickson – A gördülő tömeg temploma – MBAH 1997. január-február
Németh Balázs – Milyen a jó országúti kerék? – Bikemag, 2002. április
Németh Balázs (Sheldon Brown nyomán) – Fűzzünk kereket! – Bikemag, 2003. március
Eredeti cikk: BikeMag, 2008 május
Szöveg/képek/illusztráció: HBalage





